


在凹印机涂布机的高速运转过程中,稳定的张力对套印精度起着至关重要的作用。所以,找出引起凹印机张力波动的原因,并对张力加以检测和控制是保证印刷品质量的前提。
1.引起张力波动的因素
(1)承印物料卷未绕均匀、偏心,料卷管理不善等造成料卷外圆形状不规则,料卷实际轴线与理论轴线不重合,放卷时产生跳动。
(2)导辊之间的平行度不好,导辊自身不圆或动平衡超标,在凹印机高速运转时会引起张力波动。
(3)张力检测机构或张力控制部件发生故障。如采用浮辊电位器检测部件检测张力,要求气缸的气压必须稳定,一般采用日本藤仓低摩擦气缸,气缸进气前加装日本藤仓超精密调压阀或者电气比例阀。如果采用磁粉离合制动器作为张力控制部件,磁粉老化后易产生张力不稳。如果放卷处采用气动制动器,制动马蹄磨损不均匀或磨损过多,容易造成放卷张力控制出现误差。所以采用浮辊电位器检测部件检测张力是最好的方法。


(4)纸张打滑引起张力波动。这里所说的打滑主要发生在胶辊、钢辊对压处,如果气缸压力不足或胶辊、钢辊自身精度不够,就容易造成纸张打滑。
(5)凹印机在升、降速过程中张力也会出现波动,遇到这种情况一般可通过调整设备内部电机运行参数使张力稳定。
(6)承印物厚度不均匀,或有荷叶边现象,也会引起张力的改变。
2.张力检测方式
(1)传感器检测方式。将张力传感器装在检测辊两端,通过检测辊施加负载给张力传感器,传感器将所获得的张力信号传送到张力控制部件对张力大小进行调整,从而实现张力闭环控制。这种张力检测方式的缺点是在张力调整过程中易产生张力震荡,造成张力的局部波动。
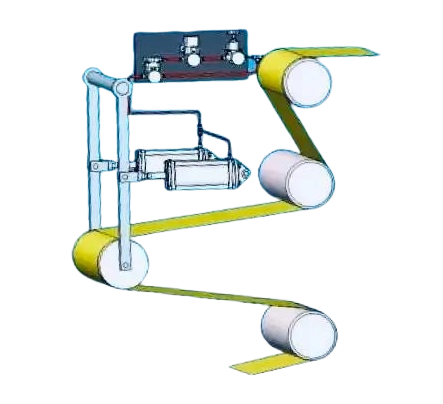
(2)浮辊电位器检测方式。根据承印物所需张力大小和控制气缸缸径设定合适的气缸压力,并使之与承印物的拉力平衡,以达到稳定张力的目的。设备开机运行后如出现张力波动,与浮辊摆臂转轴端同轴转动的齿轮将带动电位器齿轮旋转一定角度,电位器将所获得的电信号再传递给张力控制执行部分对张力进行反方向调整,从而实现张力闭环控制。克服了传感器检测方式的缺点,能够有效吸收张力的震荡波动。

3.张力控制方法
收、放卷部分的张力控制方法有3种:磁粉制动离合器方式、气动制动离合器方式和电机驱动方式。不管磁粉制动是手动还是自动方式均是通过直接控制转动力矩,间接控制张力,而力矩的控制又是通过设定张力控制器电流来实现的。
电机驱动方式一般通过控制异步电机的磁场强度来控制电机的转速,即所谓的矢量变频控制。也有采用直流电机控制方式或伺服电机控制方式的,其原理是把其中某一电机作为系统中的主电机,通过设定主电机转速来使其他电机对主电机进行跟随,跟随过程中如张力发生变化,则电位器或传感器的反馈信号就会传至张力控制中心,控制中心再发出指令对电机转速作出适当调整,从而达到张力调整的目的。采用电机控制方式的优点是各驱动辊直径不必完全一致,匹配灵活,控制精度高,代表了张力控制的发展方向。
