


中频淬火应用:用于金属零件加热及表面局部淬火,淬火层深度为2mm-6mm,如金刚石锯片、钻头、车刀、硬质合金、齿轮、汽车万向节、曲轴 、紧固件等。专用于变压器。 感应加热是表面硬化最理想的加热方式。
由于邻近效应和趋肤效应,在感应加热过程中,只有接近工件外皮且穿透深度固定的那一层被直接加热,内部加热很小; 如果控制加热时间,加大加热功率,则是直接加热层,热量来不及传递到工件内部,才能满足表面硬化的要求。
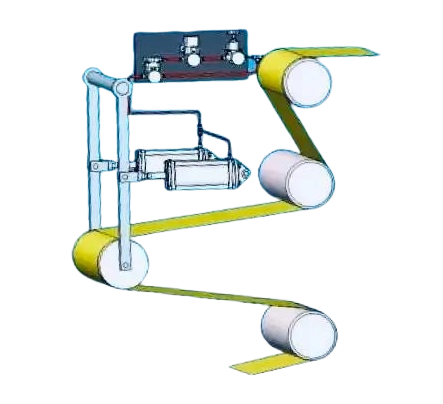
表面硬化,如图所示,感应线圈流过很大的中频电流,对工件表面进行加热。 一般工件的加热时间只有几秒,而普通工件内部温度来不及上升,就断了,迅速喷水冷却工件表面。 感应线圈通过铜管用水冷却。 线圈的形状应刚好覆盖工件,其与工件之间的间隙应尽可能小。
淬火层的深度是一个重要的工艺要求,对产品的质量影响很大。
淬火层的深度主要由加热电源的频率决定。 频率越高,穿透深度越小,直接加热层和淬火深度越浅。 淬火加热电源的频率分为中频(2.5和8khz)和高频(70-300kz)两大类。
中频淬火深度与电源频率的关系是电源频率:8khz淬火层深度1.3-3.5mm,2.5khz淬火层深度2.4-10mm。 电源的功率也会影响淬火层的深度。 功率越大,加热时间越短,直接加热层的热量来不及向内部扩散。 淬火层较浅。 中频淬火所需的功率与淬火面积有关。 一般单位面积功率为(0.5-2)kw/cm²。
