



真空发生器流量调节、阀件优化、管路精简、配件适配、工况微调是真空发生器快速泄压调试的核心要点。规范调试泄压系统,可有效缩短破真空时长,解决工件释放卡顿、节拍滞后、脱模粘连等问题,全面适配自动化高速抓取、搬运、下料工况。
1、精准调节泄压流量参数
快速泄压的核心在于破真空供气流量匹配,设备泄压速度由调压阀直接控制。常规工况可适度上调泄压端气压,增大进气通量,加快腔体内负压释放。调试过程需循序渐进,严禁一次性调至最大,避免瞬间气流冲击造成轻薄工件飞料、移位,兼顾泄压速度与作业稳定性。
2、保障泄压阀灵敏响应
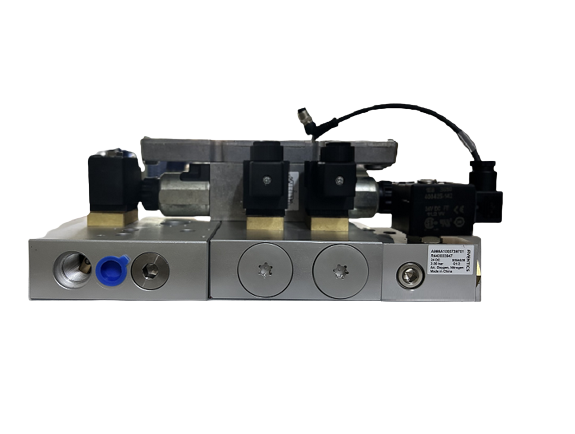
泄压电磁阀是快速破真空的核心执行部件,需定期检查阀芯动作状态,清理阀体内部粉尘、油垢,杜绝阀芯卡滞、复位延迟等问题。同时核查供电电压、线路连接状态,保证电磁阀接收信号后瞬时全开,消除电气延迟导致的泄压缓慢、动作滞后故障。
3、精简优化泄压管路布局
管路阻力是影响泄压效率的关键因素,泄压管路需遵循短直化布设原则,最大限度缩短管长,减少弯头、三通、变径等阻力配件。优先选用大通径专用气管,降低气流损耗,避免管路过长、阻力过大导致负压释放不彻底、泄压拖慢节拍的情况。
4、升级适配专用泄压配件
针对高速产线、大吸盘、大面积吸附工况,普通配件难以满足快速泄压需求。可更换大流通泄压阀、快速破真空接头,搭配专用泄压气路组件,提升气流通过率。对于集成式真空发生器,可开启快速泄压功能,强化瞬时破真空性能。
5、按现场工况精细微调
不同工件材质、重量适配的泄压速度不同,金属、板材等硬质重型工件可加大泄压流量,提升生产效率;薄膜、纸张、海绵等柔性轻薄工件,需微调参数缓冲气流,防止工件变形、偏移。通过多次实测调试,设定最优参数,实现高速泄压、稳定脱模,适配设备整体运行节拍。
