


什么是动力印刷自动化?
动力压力机自动化是指自动压力机操作。压力机操作是大规模生产应用的冷加工过程。由于冷加工工艺,工件的材料通常为低碳钢等延性材料。压力机使用一个(或多个)模具向工件施加力,以形成所需的配置。
在传统的冲压操作中,几乎每个步骤都由操作员手动执行。随着自动化系统的发明,冲压过程由计算机控制,提高了生产率。液压机取代手动压力机,工件进给由数控或数控进给完成。
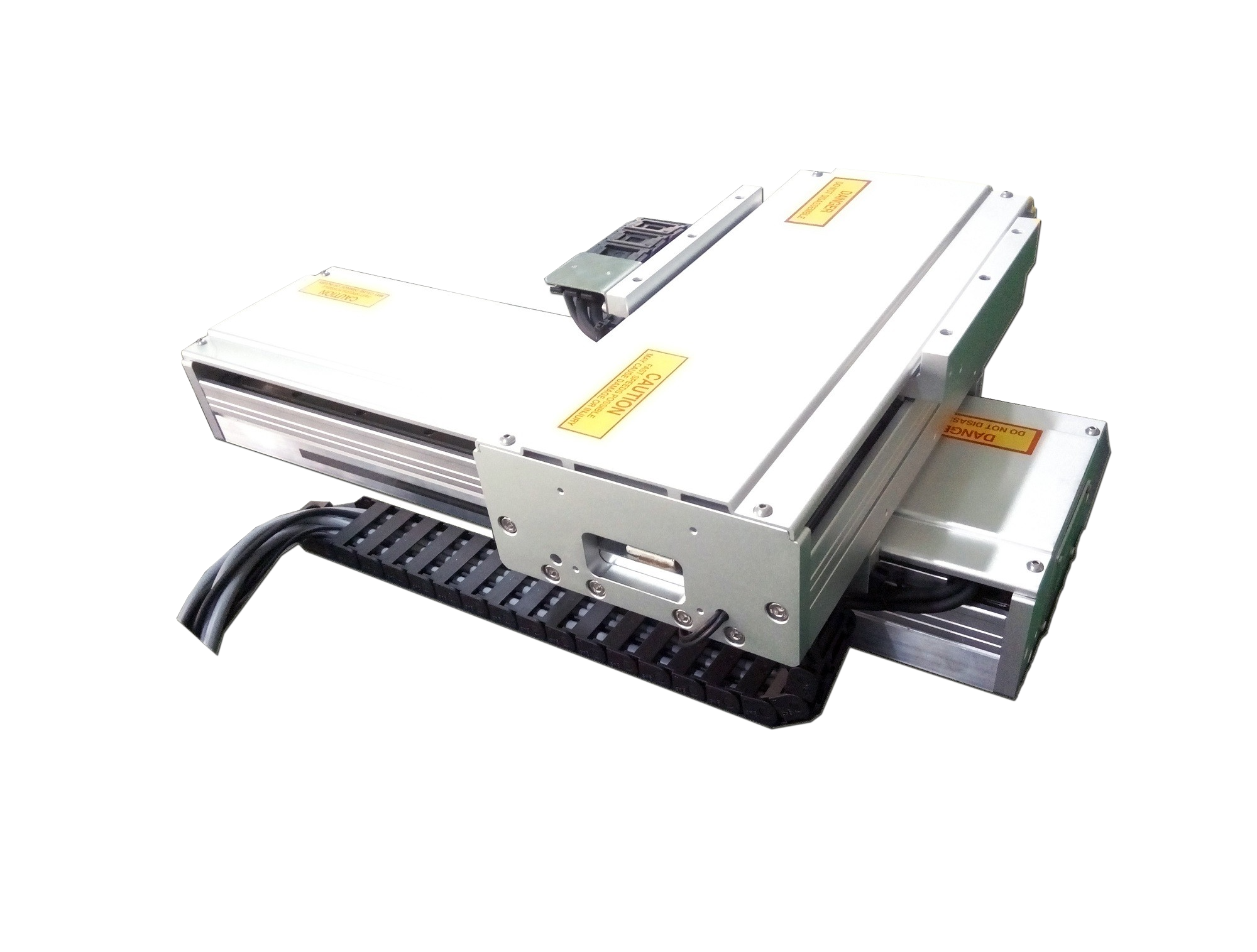
压力机结构
动力压力机可进行冲压、锤击、冲压等操作。操作时,机器有一个靠垫或底座和一个柱塞。模具分为两部分:一部分在底座上,另一部分在压头上。当工件固定在底座上的模具下半部分时,带有模具上半部分的压头从压头顶部垂直下降,并与底座啮合。一旦底座和柱塞彼此完全接触,模具的两半将合并为一个,并重塑工件。
冲压工艺说明
在大多数情况下,上臂仅垂直上下移动。上柱塞是机器的运动部件之一。它通常是固定的垫板送入工件。然而,在动力压力机的自动化系统中,可以有一个向外摆动的压板,这使得送料工件或更换模具更加容易。
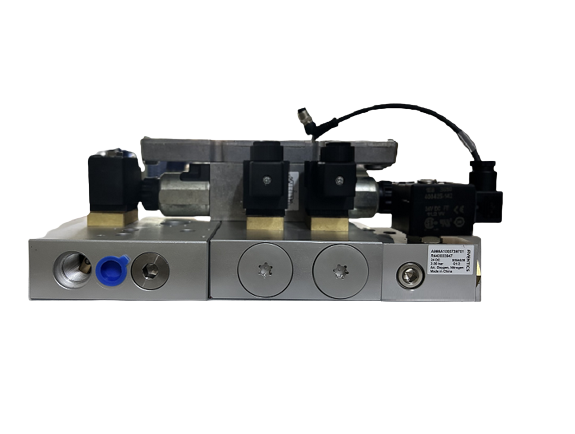
在手动压力机的操作中,压力机是通过机械手拉动曲柄驱动螺杆移动压头来实现的。但是,在冲压操作中,压头的移动由动力系统控制。动力压力机上的动力系统可以是液压、电动或其他形式的动力供应机构。液压机的功能非常强大,而动力系统往往对自动控制单元的响应更快。
无论动力系统如何,压力机主要用于金属板材弯曲、冲压、穿孔、金属工件锻造或金属挤压。金属板弯曲是将金属板弯曲成一定角度的操作。在这种操作中,冲头有一个齿模,冲床有一个轨道状的凹槽。对于金属工件锻造或金属挤压,压力机上会有上下模具以形成低碳钢。通过冲压工艺,可以在金属工件上留下图案。
利益
在传统的压力机操作中,工件的进给、模具的更换和压头的移动都是手动的。手动操作的缺点是这个过程需要花费太多的时间来完成。压力机操作的自动化系统旨在减少完成操作所需的时间,动力压力机系统也是如此。通过自动化系统的应用,可以更有效地进行冲压作业。
操作更方便
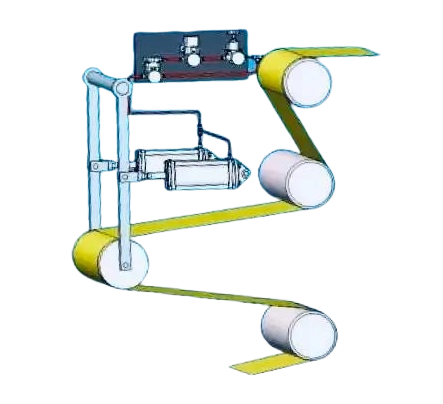
首先,当涉及到动力压力机的自动化时,工作中的工件进给是完全不同的。部件不在直线进给线上进给;相反,在自动冲压操作中,进给更像是一个循环。圆环是指支架卷绕形式或卷筒形式。摇篮卷纸适用于较厚的纸张,卷筒供纸适用于较薄的纸张。
更少的错误
在进入压力机之前,金属板将通过辊矫直和压平。辊子是电动的,也是电动压力机自动化系统的一部分。矫直后,板材将被送至压力机进行加工。自动化系统在过程中很重要,因为它监视过程并检测可能的错误。发生错误时,系统将暂时停止运行,直到情况缓解。
减少维护
自动矫直机的基本要求是精度、坚固性、刚性和易于维护。由于该机器用于拉直金属板,因此必须能够承受加工板时产生的张力和阻力。此外,在大规模生产操作中,矫直机的性能必须保持稳定,无需过度维护。
更广泛的种类
作为金属加工过程中的关键部件,压力机必须具有足够的强度,以执行冲压、冲压、弯曲或分配等金属加工操作。两种最常见的动力类型是机械动力和液压动力。在这两种情况下,机械压力机在工业应用中的使用更为频繁。虽然机械压力机似乎更容易接受,但动力系统的选择主要取决于所涉及的金属加工操作。这两种类型都有各自的优点和缺点,这使得它们适用于不同的用途。
